 |
| oops |
That doesn't look healthy. The cylindrical shaped piece on the table is the front bushing for the KW motor, which had fallen out in all the excitement. It was accompanied by a nice layer of brass pinion dust as it seems to have evaporated in the misalignment.
I determined that the main faults of this mod were the improper mating of the KW motor to the 280's face plate mount and the inadequate length of shaft used to secure the brass pinion. Because the stock face plate was not intended to mate to these motors, it allowed all sorts of slop in the alignment of the gears. To reach the first cluster gear, the pinion had to be mounted on the tip of the KW motor since the KW motor shaft was sufficiently shorter than the 280's. This meant there was a poor friction connection between the motor and the pinion, and an even worse connection between the pinion and its first cluster gear. No amount of JB Weld could remedy the situation.
The solution was the remake the motor face plate. This new version would need to have features to properly made the motor concentrically to the gearbox and bring the motor shaft closer to the first cluster gear. I found that a simple flat of 1/8" aluminum was sufficient.

I made several mistake in the model, but I had the main bolt pattern correct so I was able to match drill the new piece.

The full length of the pinion is now available for contact despite being pressed fully onto the shaft. This was complimented with JB Weld. The internal shafts in the gearbox did stick out the back of the new face plate so the entire end was belt sanded to make that surface flush. For the record, the main two screws that bolt through the gearbox are M2.5 and the pins are 2mm dia. I will make this face plate available as soon as I develop a proper model.
The gearbox and resulting combination. Because I couldn't find the loctite, I opted to JB Weld everything. Hopefully, its insane bonding power will be sufficient for holding screws.
Meanwhile, I have been planning a new antweight in light of Dragon Con Robot Battles. Colson Bot was fun, but not entertaining enough for my tastes. It was time to revive the champion of entertainment: DDT.
This time around, the goals were to increase the rigidity of the frame and ease manufacturing. For me, this basically meant waterjet, waterjet, waterjet.

The main idea was to waterjet two slabs of UHMW and stack them together to compose the main frame. The weight for this upgrade would come from a smaller battery and smaller drive motors. The banebots 24:1 gearmotors were overkill for moving an antweight. Instead I opted for the brass micro gearmotors found at pololu. These would be belted to two dead shafts holding the drive wheels. This drive assembly would be mounted to 1/8" 6061 aluminum plates to keep everything in alignment; I wouldn't trust UHMW to stay rigid enough.

The newest version sunk these plates into the UHMW sides. While the disk remained the same, the weapon was upgraded to a Hacker A20-20L. Similarly, the battery was decreased to 460 mAh, but increased voltage to 11.1 V. This meant approximately 11 kRPMs!

The frame was waterjet with through holes for alignment. First some small nails were inserted to keep it together. Then the side plates could be pressed in and drilled. This assisted in assembly of the rest of the machine.


Drive module. Those are M1.6 cap screws that go through the front plate of the pololu gearmotors. The dead shaft is 1/4" delrin for the time being.

DDT's frame quickly coming together! Top plates are made from 5XXX anodized aluminum for the purpose of engraving logos later.
The belt system for the drive. The motor side pulley is 1/2" OD for a 3/32" urethane belt. The wheel side has a 5/8" OD and is made of delrin. To simplify the assembly, I am using the bearing properties of delrin instead of opting for bearings or bushings.

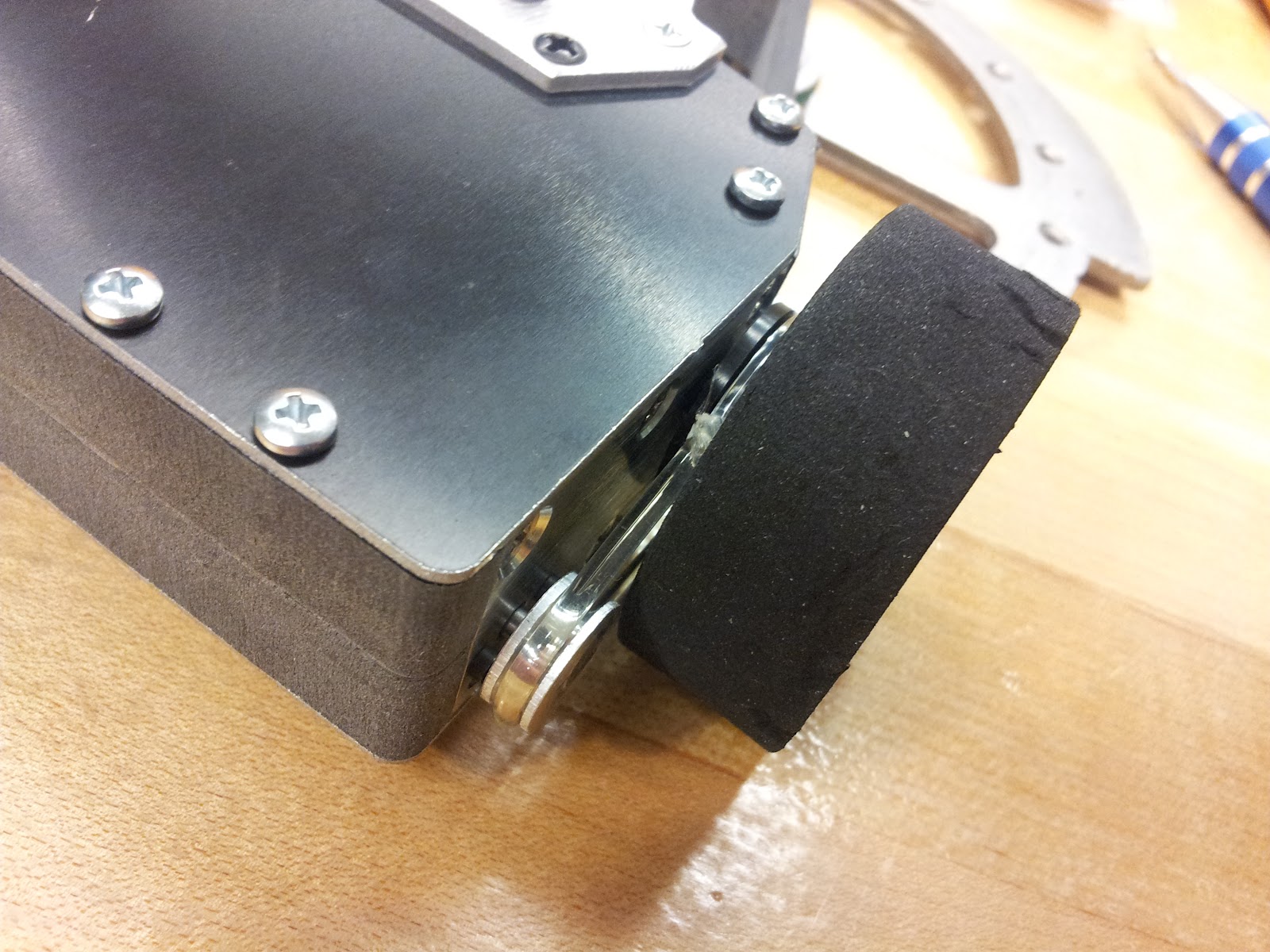
When I had first purchased the new lite flite wheels for the robot, I had planned on using larger 2.5" diameter wheels. Now that I inspect the design, it would must better benefit from smaller wheels. With only 2 days before the competition, I decided to try turning neoprene rubber. I shoved a 1/2" aluminum shaft into the inner diameter of the foam wheels and placed them side by side on my lathe. I spun them at 755 RPM and made .03" passes with a sharp carbide bit. It was messy but returned great results.

The top cover after engraving. Included is the molecule so others can make the connection. DDT the pesticide, killing the antweight robots.




.jpg)



